Стельову зварювання вважають найскладнішим типом зварювальних робіт. Це можна пояснити тим, що під час процесу зварювальна ванна розташована догори дном. Щоб зробити роботу правильно, потрібно дотримуватися правил безпеки та основні тонкощі технологічного процесу. Варто детальніше ознайомитися з тим, як варити стельовий шов, щоб він був максимально якісним і міцним.
Особливості стельової зварювання
Стельову зварювання вважають досить трудомістким і складним процесом, тому новачкам не рекомендують виконувати цю операцію самостійно. Перед нею в обов’язковому порядку потрібно провести підготовчі роботи, підібрати якісний інструмент, придбати засоби індивідуального захисту.
Стельове зчеплення характеризують низкою складнощів. В процесі виконання роботи розплавлений метал може стікати вниз, що несе певну небезпеку для зварника. Тільки досвідчені професіонали, які добре розбираються у технології зварювання, можуть уникнути подібних труднощів, ретельно дотримуючись техніки безпеки.
Перш ніж приступити до споювання стельових швів, необхідно знати деякі особливості процесу:
- для об’єднання стельових валиків потрібно застосовувати виключно зварювання напівавтоматом або ручним методом;
- для збільшення міцності та експлуатаційних показників стельових зчеплень використовують покриті електроди;
- довжина електродів не повинна перевищувати 4 мм, так як зварювання полотна здійснюють у форматі дуги з мінімальним радіусом;
- ширина утвореного стельового шва повинна бути трохи менше, ніж товщина електрода;
- здійснювати зварювання необхідно в сухому приміщенні з низьким рівнем вологості. На електроді, зварювальному апараті і металевих профілях також має бути вода. Це вимога пояснюють тим, що в процесі зварювання вода перетворюється в пар, який, з’єднуючись з хімічними компонентами, формує газ, що чинить негативний вплив на якість валика;
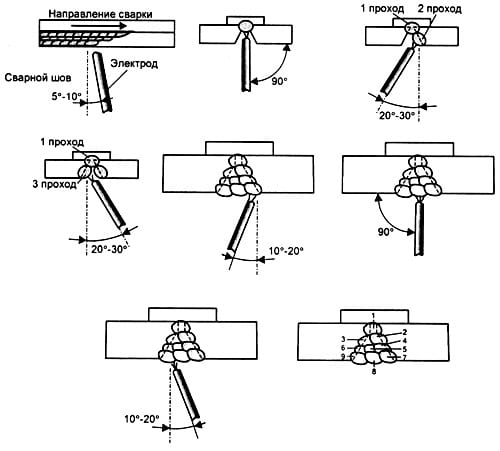
- щоб відстежувати якість одержуваного шва необхідно працювати у напрямку «на себе». Це дозволить бачити процес і контролювати його;
- для запобігання розтікання металу електрод слід помістити під невеликим кутом, трохи відводячи його в бік.








