Види стельових швів
Формування стельових швів визнають одним з найбільш проблемних процесів, для виконання якого необхідний великий досвід роботи в цьому напрямку, володіння глибокими знаннями технологій і способів зварювання.
Залежно від способу утворення, розрізняють три основних типи швів: стиковий, внахлест і тавровый.
Встик (стиковий шов)
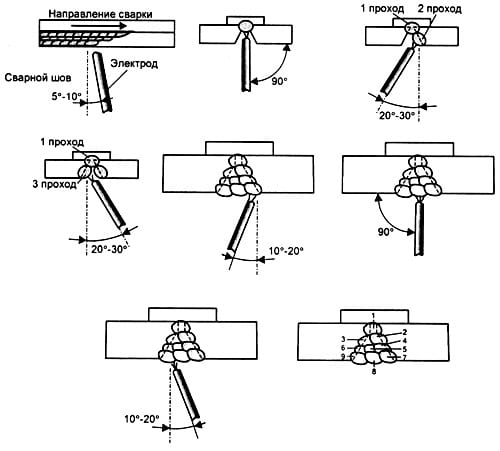
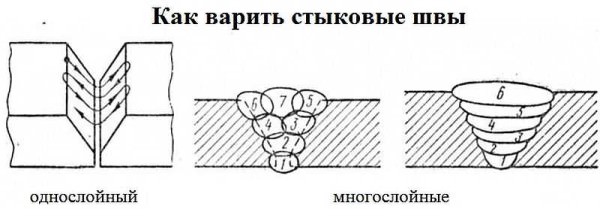
Одне з найміцніших кріплень, для якого характерно неодноразове проходження електрода. Спочатку потрібно сформувати кореневий шов, для якого потрібно електрод з діаметром 3 мм, Щоб стик був максимально міцним, рекомендують при формуванні кореневого валика користуватися методом зварювання «драбинка». Після того, як шов сформований, йому необхідно дати час на охолодження.
Другий і третій прохід потрібно робити електродами діаметром 3 і 4 мм. При цьому сила струму інвертора повинна бути середньою. Всі наступні шари стельового шва формують у вигляді наплавлення. Якщо все зроблено правильно, лицьова сторона повинна мати ширину незаповненою оброблення в межах 0,5-2 мм.
Внапуск
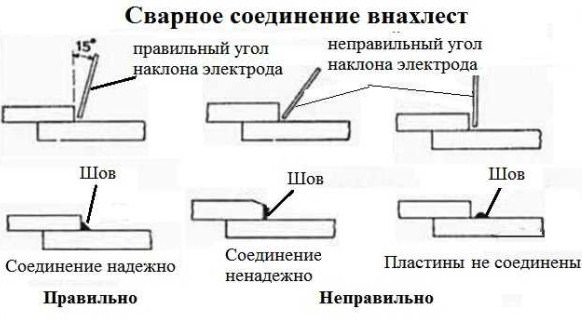
Цей вид використовують для зварювання листового металу з невеликою товщиною (до 8 мм). Щоб з’єднання було максимально міцним, вкрай важливо підібрати правильний кут розташування електрода до поверхні. Він повинен становити 15-45 градусів. Якщо не дотримуватися цієї вимоги, розплавлений метал буде знаходитися не на межі, а в стороні, що помітно знизить якість шва і міцність кріплення.
Тавровый стельовий шов
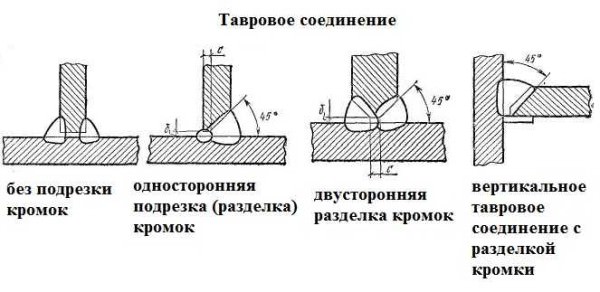
Ця різновид являє собою форму літери «Т». Його роблять з одним або двома швами. Що стосується оброблення крайок, то ця операція залишається на розсуд зварника. Багато в чому все залежить від товщини деталей, що підлягають зварюванню і кількості швів:
- одинарний шов, товщина металевих аркушів до 4 мм – обробка кромки не вимагається;
- подвійний шов, товщина металу 4-8 мм – обробка кромки не обов’язкова;
- одинарний шов, товщина металевих профілів 4-12 мм – необхідна оброблення кромки з одного боку;
- подвійний шов, товщина металу до 12 мм – потрібно оброблення кромки з обох сторін, причому швів має бути два.
Одним з різновидів таврового стельового шва вважають кутове з’єднання. Візуально воно нагадує букву «У». Вимоги до нього висувають аналогічні, як до класичного тавровому шву, проте існує кілька особливостей. Рівень нахилу електрода до металевої поверхні повинен коливатися в межах 60 градусів. Якщо він буде менше, якість зварювання погіршиться. Особливо це помітно, якщо необхідно з’єднати між собою два металевих профілю різної товщини. При недотриманні вимоги більша частина прогріву доведеться на більш товстий профіль, що призведе до того, що тонкий метал не буде прогорати.







